Turkuaz Reaktif Boyamada Kontrollü Pilot Proses Yaklaşımı
Ftalosiyanin yapılı turkuaz boyalarda tuz çözünürlüğü, migrasyon, pH geçişi ve yıkama adımlarını kontrollü bir pilot proses sistemiyle nasıl yönetirsiniz?
Turkuaz ve parlak mavi reaktif boyamalar, boyahanede en dikkatli yönetilmesi gereken renk gruplarından biridir. Özellikle ftalosiyanin yapılı turkuaz boyalarda sorun yalnızca "renk tutturmak" değildir. Prosesin her adımı — tuz dozajından migrasyona, soda geçişinden yıkamaya kadar — tonu, düzgünlüğü ve haslık değerlerini doğrudan etkiler.
Neden Farklı Bir Yaklaşım Gerekir?
Klasik koyu renk mantığıyla tuzu sürekli artırmak, turkuaz boyamada beklenen sonucu vermeyebilir. Ftalosiyanin yapılı boyalar, yüksek elektrolit ortamında çözünürlük ve dispersiyon stabilitesi açısından hassaslaşır. Bu hassasiyet kontrol edilmezse şu sorunlar kaçınılmaz hale gelir:
- Tuzlu ortamda boya çözünürlüğünün düşmesi
- Yüksek elektrolitte aglomerasyon ve benek oluşumu
- Ani pH geçişiyle düzgünsüz fikse
- Soda sonrası hızlı fikse ile abraj
- Nötralizasyon ve yıkama adımlarının tonu olumsuz etkilemesi
Pilot Proses Yaklaşımının Temel Mantığı
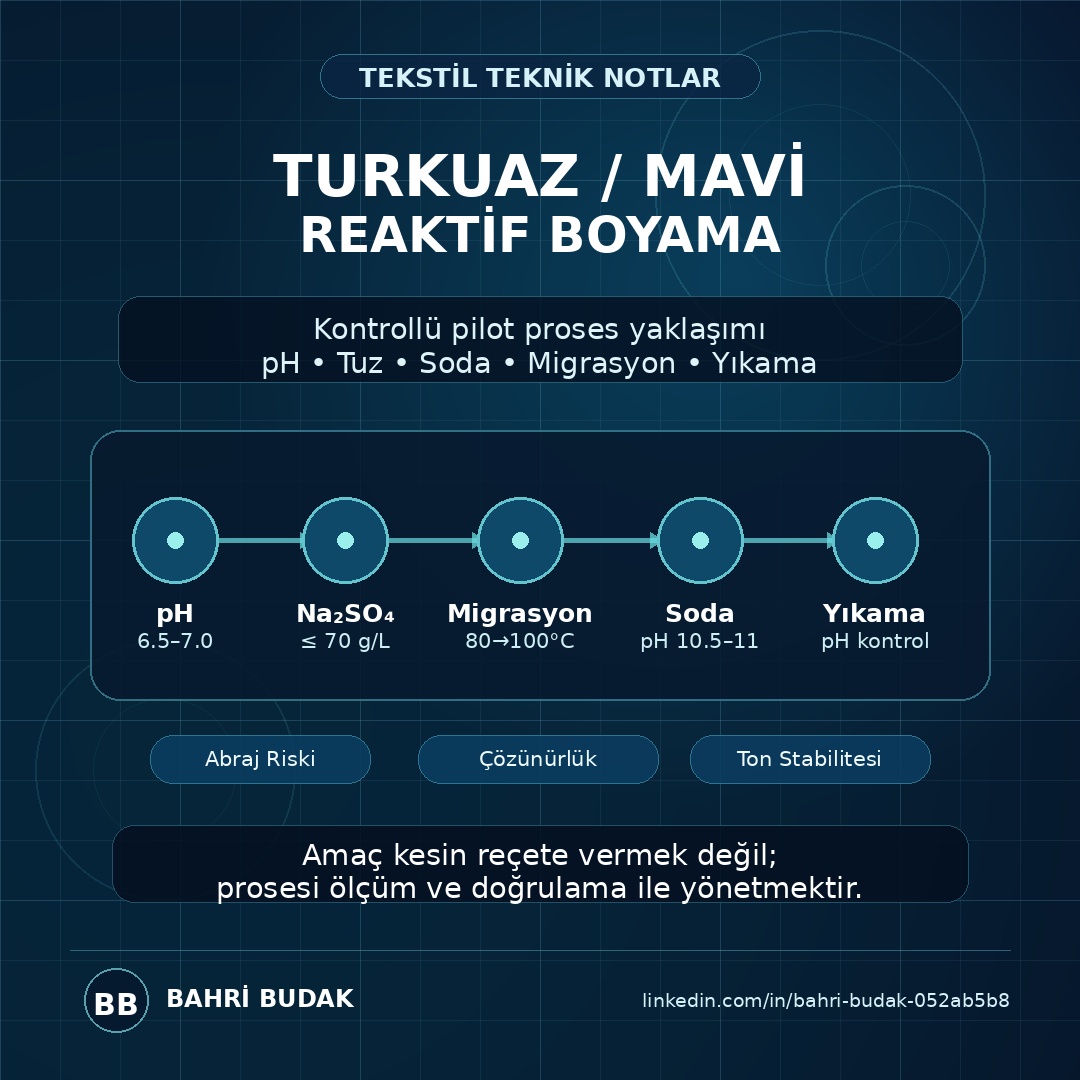
Bu yaklaşımda amaç kesin bir reçete sunmak değildir. Amaç; turkuaz ve mavi reaktif boyamalarda abraj, benek, çözünürlük kaybı, ton kayması ve pH kaynaklı riskleri daha kontrollü bir sistem içinde yönetmektir.
Prosesin iskeletini şu parametreler oluşturur:
Başlangıç pH: 6,5–7,0 Boyama banyosu nötr pH'ta kurulur. Sekestran ve ıslatıcı ilk 10 dakikada verilir.
Boya dozajı: Tuzdan önce, iyi çözündürülmüş ve süzülmüş boya çözeltisi olarak eklenir. Turkuaz boyalarda boya çözeltisinin hazırlanması ve süzülmesi, benek riskini azaltmak açısından kritiktir.
Tuz (Na2SO4 / Glauber tuzu): İki kademeli dozaj uygulanır — her kademe %50. İşletme üst sınırı maksimum 70 g/L olarak alınmalıdır. Bu sınırın üstünde tuzlu çözünürlük, filtre ve alkali sonrası stabilite testi zorunludur. NaCl yerine Ca/Mg içeriği düşük sodyum sülfat tercih edilmelidir.
Migrasyon: Kritik mamullerde nötr pH'ta 80 → 100 °C kontrollü migrasyon uygulanır. Isıtma çıkışı 20 dakika, bekleme 30 dakikadır. Bu adım, boyanın lif içine uniform dağılımı için alan açar.
Alkali geçişi: Soda iki kademeli verilerek pH 10,5–11,0 aralığına çıkılır. Her kademede 15 dakika dozaj, ardından 10 dakika devir. Alkali öncesinde banyo 100 °C'den 80 °C'ye soğutulur.
Fiksaj: Soda 2 bittikten sonra 75 dakika kontrollü fiksaj süresi uygulanır.
Yıkama Adımları: Nötralizasyondan Çıkışa
Boyama sonrası yıkama, ton ve haslık üzerinde en az boyama kadar etkilidir. Doğru sıra şöyledir:
- Soğutma / boşaltma — Fiksaj bittinde banyo 70 °C civarına indirilir, boşaltılır.
- Sıcak durulama (70–80 °C) — Taşar/overflow ile serbest boya uzaklaştırılır.
- Nötralizasyon (50–60 °C, 10–15 dk) — Banyo pH hedefi 4,5–5,5; final mamul pH hedefi 5,5–6,5.
- Sıcak durulama (70–80 °C) — Asit ve tuz kalıntısı azaltılır.
- Sabunlama (95–98 °C, 15–20 dk) — Reaktif yıkama sabunu 1–2 g/L; düşük köpük, iyi dispersiyon.
- Sıcak durulama (80 °C, 10 dk) — Sabun ve hidrolize boya kalıntısı uzaklaştırılır.
- Ilık/soğuk durulama (60 → 40 °C) — Çıkan su temizlenene kadar.
- Çıkış kontrolü — Mamul pH 5,5–6,5; durulama suyu temiz; gerekirse haslık/iletkenlik kontrolü.
pH 4 Nötralizasyonu: Dikkatli Değerlendirilmeli
Nötralizasyon banyosunda pH 4,0–4,5 görülebilir. Bu noktada sık yapılan bir yorum hatası şudur: "Renk mavileşti, o zaman pH 4 doğru." Oysa bu durum çoğu zaman boyanın kimyasal olarak maviye dönmesi değil, alkali/sarı etkinin kırılması ve b* değerinin düşmesiyle rengin daha temiz algılanmasıdır.
pH 4'ü uzun süre, yüksek sıcaklıkta veya final mamul pH hedefi olarak kullanmak; matlaşma, ton kırılması ve sararma riski yaratır.
Doğru kontrol yalnızca banyo pH'ı değildir. Final mamul pH'ı mutlaka ölçülmelidir. Hedef: 5,5–6,5.
Şüpheli durumlarda pH 4,0 / 5,0 / 6,0 nötralizasyon numuneleri hazırlanıp L*a*b*, özellikle b* ve Delta E ile karşılaştırılmalıdır.
Proses Doğrulama Kontrol Listesi
Pilot proses kesin reçete değildir; ticari boya föyü, lab dip ve ölçüm sistemiyle birlikte doğrulanmalıdır:
- Lab dip
- Tuzlu çözünürlük testi
- Filtre / benek kontrolü
- Alkali sonrası stabilite testi
- L*a*b*, özellikle b* değeri
- Delta E
- Final mamul pH kontrolü
Sonuç
Boyahanede sürdürülebilir kalite, yalnızca reçete yazmakla değil; reçeteyi proses, ölçüm ve doğrulama sistemiyle birlikte yönetmekle mümkündür.
Turkuaz boyamada asıl başarı, daha fazla kimyasal kullanmak değil; doğru pH, doğru tuz, doğru migrasyon ve doğru yıkama dengesini kurmaktır.
Bu yazının teknik kaynağı olan proses diyagramını aşağıdan indirebilirsiniz:
Okumaya devam edin
İlgili Yazılar

Boya / Dyeing
Turkuaz ve Yeşil Reaktif Boyamalarda Anyonik Islatıcı Yerine Noniyonik Islatıcı Kullanılması Hangi Şartlara Bağlıdır?
Bakır ftalosiyanin esaslı turkuaz ve yeşil reaktif boyamalarda ıslatıcı seçimi; yalnızca hidrofiliteye değil, tuz–alkali–sıcaklık altında boya banyosu stabilitesine göre yapılmalıdır.

Teknik Yayın
Örgü Kumaş Top Başı Dikimi ve Fire Yönetimi
Top başı dikimini jet, ramöz, şardon, makas ve fular hatları açısından ele alan; doğru dikiş payı, iğne-iplik seçimi, bakım, ergonomi ve fire takibini standartlaştıran teknik yayın.

Teknik Yayın
30 € Gümrük Muafiyeti Kaldırıldı: Tekstil Sektörü İçin Beklenen Etkiler
30 euro gümrük muafiyetinin kaldırılmasıyla birlikte tekstil ve hazır giyim sektöründe beklenen ekonomik, üretimsel ve stratejik etkilerin detaylı analizi.
Bahri Budak
Örgü / Knitting, Boya / Dyeing ve Apre / Finishing süreçlerinde 35 yılı aşkın saha deneyimine dayalı teknik yayın, eğitim ve proses danışmanlığı.
LinkedIn →