İyi Bir Islatıcı Nasıl Olmalı?
Pişme, kasar ve optik beyaz proseslerinde iyi bir ıslatıcıdan beklenen özellikleri; 60-60 izotermal boyama, yıkama süresi, su-buhar tüketimi ve tesis maliyetiyle birlikte ele alan teknik yayın.
Tekstil ön terbiye ve boyama süreçlerinde kullanılan ıslatıcıların (veya ıslatıcı-yıkayıcıların) temel görevi, suyun yüzey gerilimini düşürerek kimyasalların ve boyarmaddelerin tekstil materyaline hızlı, derinlemesine ve homojen bir şekilde nüfuz etmesini sağlamaktır.
Ancak "iyi" bir ıslatıcıdan beklenen özellikler, uygulanacağı prosese ve elde edilmek istenen sonuca (renk grubuna) göre spesifik farklılıklar gösterir. Belirttiğiniz 3 ana başlık altında iyi bir ıslatıcıda bulunması gereken özellikleri şu şekilde detaylandırabiliriz:
1. Koyu Renklerde Pişme İle Yapılan Reçetelerde Kullanımı
Koyu renk (siyah, lacivert, koyu bordo vb.) boyamalarda kumaşın tam bir beyazlığa ulaşmasına gerek yoktur. Bunun yerine kumaşın üzerindeki doğal pamuk mumlarının, pektinin, haşılın ve yağların uzaklaştırılarak kumaşa su emicilik (hidrofilite) kazandırıldığı "pişme (scouring)" işlemi uygulanır. Bu proseste ıslatıcıdan beklenenler şunlardır:
- Güçlü Emülgatör ve Disperge Edici Özellik (Yağ Sökücülük): Kumaştan sökülen yağ, mum ve kirlilikleri çok iyi parçalamalı (emülsifiye etmeli) ve banyoda askıda tutarak kumaşın üzerine geri çökmesini (redepozisyon) kesinlikle engellemelidir. Geri çöken yağlar, boyamada "abraj" denilen dalgalanmalara ve sürtme haslığı problemlerine yol açar.
- Yüksek Sıcaklık ve Alkali (Kostik) Dayanımı: Pişme işlemi genellikle yüksek sıcaklıklarda (100°C - 130°C) ve yoğun kostik ortamında gerçekleşir. Islatıcının bu ağır şartlarda yapısının bozulmaması, "kesilmemesi" (çökelmemesi) ve bulanma noktasının (cloud point) yüksek olması gerekir.
- Düşük Köpük (Low Foaming) Özelliği: Jet ve overflow gibi yüksek türbülanslı boyama makinelerinde köpük oluşumu; kumaşın yüzmesine, düğümlenmesine, pompanın kavitasyon yapmasına ve sürtünme kaynaklı kırık izlerine sebep olur. Bu nedenle ıslatıcı köpüksüz olmalı veya kendi bünyesinde köpük kesici barındırmalıdır.
- Mükemmel Hava Alma (Deaerasyon): Kumaşın ve ipliğin içindeki hapsolmuş havayı hızla dışarı atarak, kimyasallı suyun lifin çekirdeğine kadar ulaşmasını (derinlemesine nüfuziyeti) sağlamalıdır.
2. Açık ve Orta Renklerde Kasarda (Ağartmada) Kullanımı
Açık ve pastel tonların doğru renkte ve pürüzsüz boyanabilmesi için, kumaşın hidrojen peroksit ile ağartılarak (kasar yapılarak) temiz ve homojen bir alt zemin oluşturulması şarttır. Bu aşamada ıslatıcının özellikleri şunlar olmalıdır:
- Hızlı ve Homojen Nüfuziyet (Eşit Kapilarite): Açık renkler, zemindeki en ufak bir eşitsizliği (bölgesel hidrofilite farkını) anında belli eder. Islatıcı, kasar kimyasallarının (peroksit ve kostiğin) kumaşın her milimetrekaresine aynı saniyede ve eşit oranda girmesini sağlayarak kusursuz ve düzgün bir zemin hazırlamalıdır.
- Peroksit ve Kostik Stabilitesi: Kasar banyosundaki güçlü oksitleyici (H2O2) ve yüksek pH ortamında okside olup parçalanmamalı, etkisini yitirmemeli ve peroksitin kontrolsüz bir şekilde hızlıca parçalanıp (patlayıp) selüloz lifine zarar vermesine (katalitik hasar) neden olmamalıdır.
- Çiğit (Çekirdek Kabuğu / Pıtrak) Şişirme Desteği: Pamuktaki siyah/kahverengi noktacıkların (çiğitlerin) açık renklerde kesinlikle görünmemesi gerekir. Islatıcı, kostiğin bu sert kabuklara sızmasını hızlandırarak çiğitlerin şişmesini ve peroksit tarafından eritilip tamamen yok edilmesini kolaylaştırmalıdır.
- Kolay Durulanabilirlik (Yıkanabilirlik): Kasar işlemi sonrasında ıslatıcı, birkaç durulama suyuyla kumaştan tamamen uzaklaşabilmelidir. Kumaşta kalan yüzey aktif madde artıkları, boyama aşamasında boyaların life bağlanmasına engel olarak "boya almazlık", abraj veya yavaş çekim gibi sorunlar yaratabilir.
3. Beyazlarda (Optik Beyazlatmalı Reçeteler) Kullanımı
"Optik beyaz" veya "kar beyazı" istenen ürünlerde (havlu, iç çamaşırı, çarşaf vb.) amaç en yüksek beyazlık derecesine (CIE/Berger whiteness) ulaşmaktır. Hata toleransının sıfır olduğu ve üzerinin boya ile kapatılamayacağı bu reçetelerde ıslatıcının taşıması gereken en kritik özellikler şunlardır:
- Kesinlikle Sararma Yapmaması (Termal ve Fenolik Stabilite): En hayati özelliktir. Kasardan çıkan beyaz kumaş, kurutma veya fiksaj için ramöz makinelerinde 150-180°C gibi yüksek ısılara maruz kalır. Zayıf karakterli ıslatıcı kalıntıları yüksek ısıyı gördüğünde oksidasyona uğrayarak ısıl sararmaya veya depolama sürecinde fenolik sararmaya yol açar. Beyazlarda kullanılacak ıslatıcı kesinlikle "sararma yapmayan" (non-yellowing) yapıda olmalıdır.
- Optik Beyazlatıcılarla (OBA) Kusursuz Uyum: Islatıcının iyonik karakteri banyodaki optik parlatıcılarla reaksiyona girmemeli, optiğin kumaşa tutunmasını bloke etmemeli (söndürme - quenching etkisi yapmamalı) ve optik boyanın elyafa homojen bir şekilde yerleşmesine yardımcı olmalıdır.
- Maksimum Temizleme ve Kir Taşıma Gücü (Ekstraksiyon): Optik ışığın liften maksimum yansıyabilmesi için kumaşın saf selüloz haline gelmesi, zemin griliğinin olmaması gerekir. Islatıcı, yıkama (deterjan) etkisini en üst düzeyde tutarak pamuk içindeki inorganik safsızlık ve yağları %100 oranında ortamdan uzaklaştırmalıdır.
- Kalıcı ve Yüksek Hidrofilite: Beyaz kumaşlar genellikle su emiciliğin son tüketici için son derece önemli olduğu ürünlerdir. Islatıcı, işlem sonunda pamuğa kalıcı ve anında suyu çeken yüksek bir kılcal emicilik kazandırmalıdır. Özetle; Bir boyahanede ıslatıcı seçimi yapılırken; koyu renk pişmelerinde yağ sökme gücü, alkali dayanımı ve düşük köpük profiline; açık/orta renk kasarlarında homojen zemin hazırlama ve kolay durulanabilirliğe; beyazlarda ise kesinlikle ısı ile sararma yapmamasına ve optik kimyasallarla tam uyumuna dikkat edilmelidir. İşletmeler genelde süreçlerinin hassasiyetine göre ya bu 3 koşulu da sağlayan modifiye edilmiş yüksek segment ürünler ya da koyu ve beyaz prosesler için ayrı ıslatıcılar kullanmayı tercih ederler.
Tekstil terbiye işletmelerinde, özellikle %100 Pamuklu kumaşların Jet/Overflow (çektirme/exhaust) makinelerinde (ortalama 1:8 - 1:10 flotte oranında) işlenmesi baz alınarak hazırlanan endüstri standardı reçeteleri ve Sıcaklık-Zaman (Proses) Grafiklerini aşağıda bulabilirsiniz.
(Not: Verilen kimyasal gramajları standart başlangıç değerleridir. Suyun sertliğine, makinenin mekanik etkisine ve kumaştaki kirlilik oranına göre laboratuvar çalışmalarıyla optimize edilmelidir.)
1. Koyu Renkler İçin "Pişme" (Scouring) Reçetesi ve Grafiği
Koyu renklerde peroksit ile ağartma yapılmaz. Temel amaç, kumaşın boyayı homojen alabilmesi için pamuk mumu, yağ ve haşılın sökülerek hidrofilite (su emicilik) kazandırılmasıdır.
Örnek Pişme Reçetesi:
- Islatıcı / Yağ Sökücü: 1.0 - 1.5 g/L (Güçlü emülgatör, yağı askıda tutan, düşük köpüklü)
- Kostik (NaOH 48 Bome): 1.5 - 2.0 g/L (Yağları sabunlaştırmak için)
- İyon Tutucu (Sekestrant): 1.0 g/L (Kalsiyum/Magnezyumu bağlamak için)
- Kırık Önleyici (Kaydırıcı): 1.0 g/L (Mekanik sürtünmeyi önlemek için)
Proses Grafiği (Sıcaklık - Zaman):
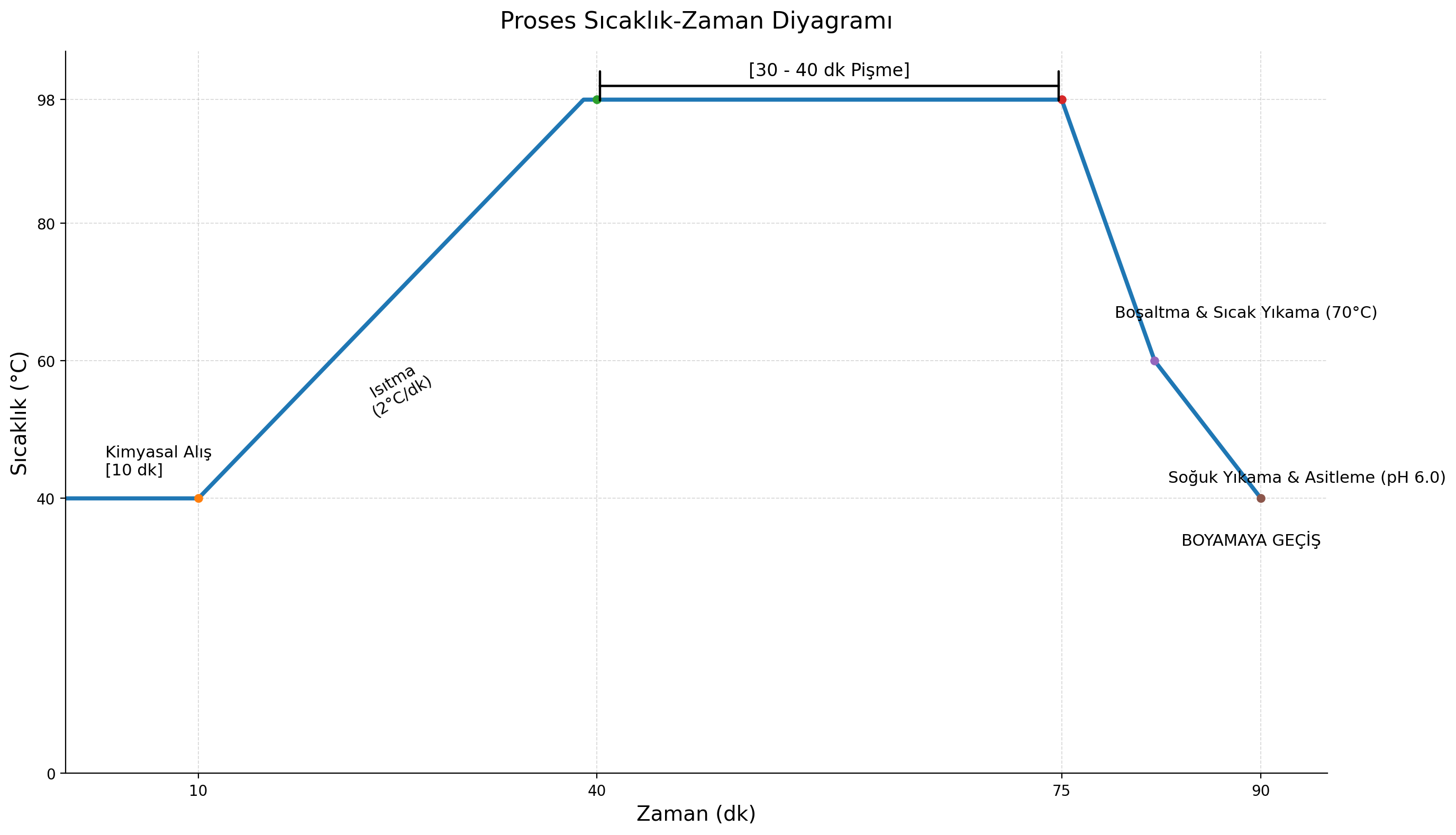
💡 Islatıcının Performans Kriteri: Grafikteki 98°C'lik tepe noktasında iyi bir ıslatıcının bulanma noktasına (cloud point) ulaşıp köpüğünü tamamen kesmesi ve sökülen yağları kumaşa geri çökertmemesi (abraj/leke yapmaması) gerekir.
2. Açık ve Orta Renkler İçin "Kasar" (Ağartma) Reçetesi ve Grafiği
Açık renklerin düzgün boyanabilmesi için çiğitlerin (pıtrakların/çekirdek kabuklarının) tamamen yok edilmesi ve kumaşın her yerinin eşit şekilde ağartılması gerekir.
Örnek Kasar Reçetesi:
- Islatıcı / Yıkayıcı: 1.0 - 1.5 g/L (Hızlı nüfuz eden, peroksit ve kostik dayanımlı)
- Kostik (NaOH 48 Bome): 2.0 - 3.0 g/L (Çiğitleri şişirip alkali ortam yaratmak için)
- Hidrojen Peroksit (H₂O₂ %50): 2.5 - 4.0 g/L (Ağartma ajanı)
- Peroksit Stabilizatörü: 0.5 - 1.0 g/L (Peroksitin aniden patlamasını engeller)
- İyon Tutucu ve Kırık Önleyici: 1.0'er g/L
Proses Grafiği (Sıcaklık - Zaman):
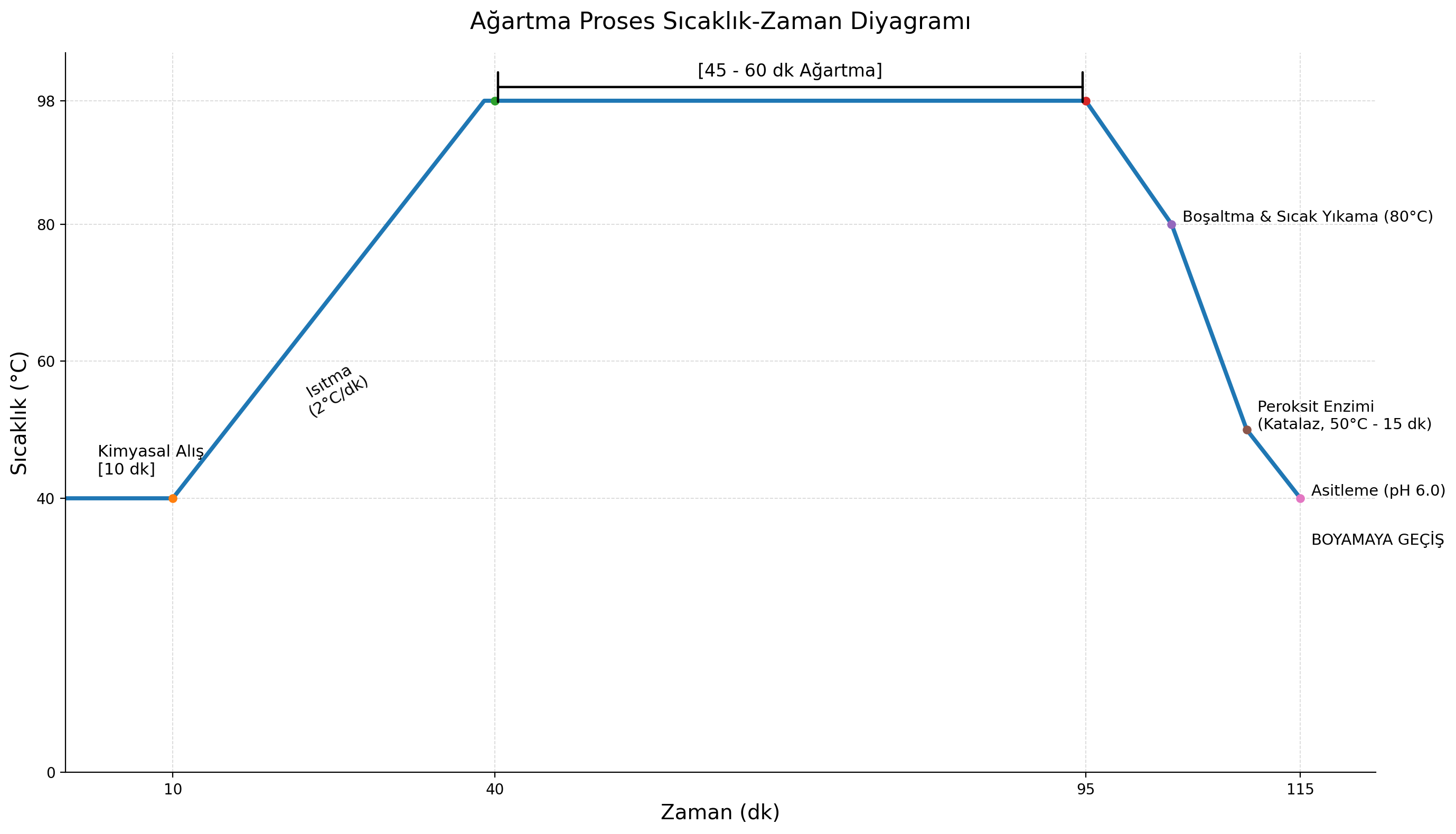
💡 Islatıcının Performans Kriteri: Isıtma eğrisi boyunca kasar kimyasallarının saniyeler içinde lifin merkezine homojen girmesi (kapilarite hızı) gerekir. Ayrıca kumaşta peroksit kalıntısı kalırsa boyayı bozacağı için grafik sonunda mutlaka Enzim ile peroksit parçalama adımı eklenmiştir. İyi bir ıslatıcı enzimin çalışmasını bloke etmez ve kolay durulanır.
3. Beyazlar (Optik Beyazlatmalı) İçin Reçete ve Grafiği
Üzerine boya yapılmayacak, piyasaya doğrudan "Kar Beyazı" (havlu, çarşaf, iç çamaşırı vb.) olarak sunulacak ürünlerde uygulanır. Amaç en yüksek beyazlık indeksine (CIE/Berger) ulaşmaktır.
Örnek Optik Beyaz Reçetesi:
- Islatıcı / Yıkayıcı: 1.5 - 2.0 g/L (KESİNLİKLE SARARMA YAPMAYAN - Non-yellowing)
- Kostik (NaOH 48 Bome): 3.5 - 5.0 g/L (Maksimum yağ, mum sökümü ve temizlik için)
- Hidrojen Peroksit (H₂O₂ %50): 5.0 - 8.0 g/L (Maksimum ağartma için yüksek doz)
- Kombine Stabilizatör: 1.0 - 1.5 g/L
- Optik Beyazlatıcı (OBA): %0.5 - %1.0 (Kumaş ağırlığı üzerinden verilir)
Proses Grafiği (Sıcaklık - Zaman):
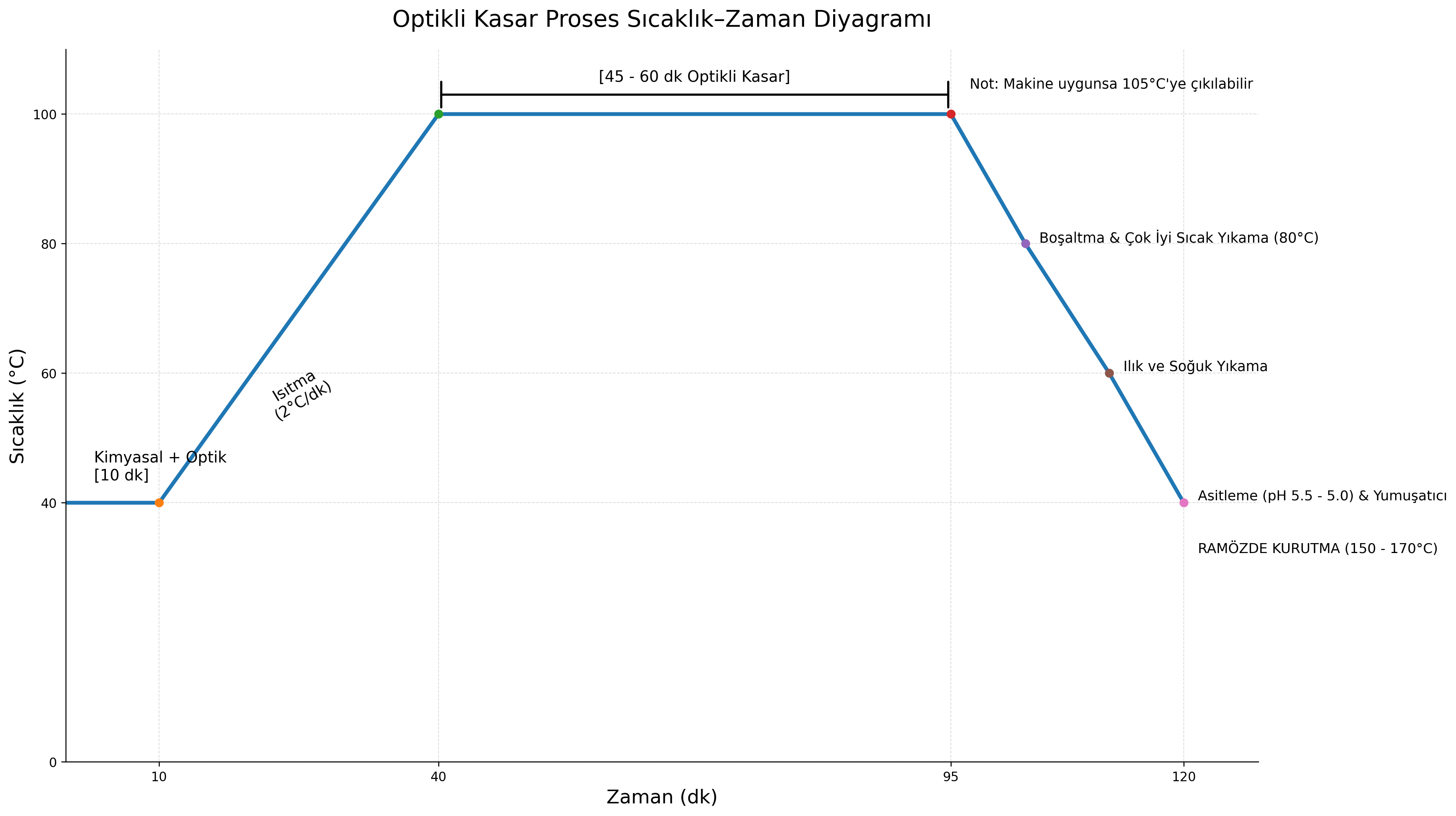
💡 Islatıcının Performans Kriteri: Optikli beyaz mallar için en kritik sınav makinede değil, grafiğin en sonundaki Ramöz (Kurutma/Fiksaj) aşamasında verilir. Makineden mükemmel bir beyazlıkta çıkan kumaş, 150-170°C'lik ramöz fırınına girdiğinde, ıslatıcınız ısıya dayanamayan yapıda (örneğin fenolik bazlı) ise kumaşın üzerinde okside olur ve kar beyaz kumaş krem/sarımtırak bir renge döner (ısıl sararma). Bu yüzden beyaz reçetelerinde ıslatıcı kalitesi hayati önem taşır. Ayrıca pH'ın asidik (5.0-5.5) bitirilmesi optik boyanın elyafa daha iyi kilitlenmesini sağlar.
Harika bir tekstil mühendisliği ve işletmecilik senaryosu. Bir boyahanede kapasiteyi, maliyeti ve verimliliği belirleyen en kritik unsur zaman (süreç) yönetimidir.
Reaktif boyamada endüstri standardı olan "60-60 İzotermal Boyama" (Makinenin 60°C’ye ısıtılıp boya, tuz ve alkalinin bu sabit sıcaklıkta verilerek fiksajın 60 dakika sürdüğü yöntem) baz alınarak; doldurma, boşaltma ve ısıtma sürelerini barındıran gerçekçi bir şablon oluşturalım.
Hesaplamalarımızda kullandığımız standart makine parametreleri (Jet/Overflow) şunlardır:
- Su Alma (Doldurma): 5 Dakika (İşletme su girişinin 40°C olduğu varsayılmıştır).
- Su Boşaltma: 5 Dakika
- Isıtma Hızı: 2°C / Dakika (Örn: 40°C'den 98°C'ye çıkış 29 dk sürer).
- Soğutma Hızı: 2°C / Dakika (98°C'den 80°C'ye iniş 9 dk sürer). İşte Koyu, Orta ve Açık renkler için Ön Terbiye, 60-60 Boyama ve Yıkama Rejimlerinin birleştirilmiş grafikleri ve süre hesaplamaları:
1. KOYU RENKLER (Siyah, Lacivert, Koyu Bordo vb.)
Koyu renklerde kasar (ağartma) yapılmaz, güçlü bir ıslatıcıyla Pişme (Yağ Sökme) yapılır. Koyu renklerde kumaşa tutunmayan (hidroliz olmuş) boya miktarı çok yüksek olduğu için haslık problemlerini önlemek adına 95°C'de Çift Kaynar Sabunlama yapılması şarttır.
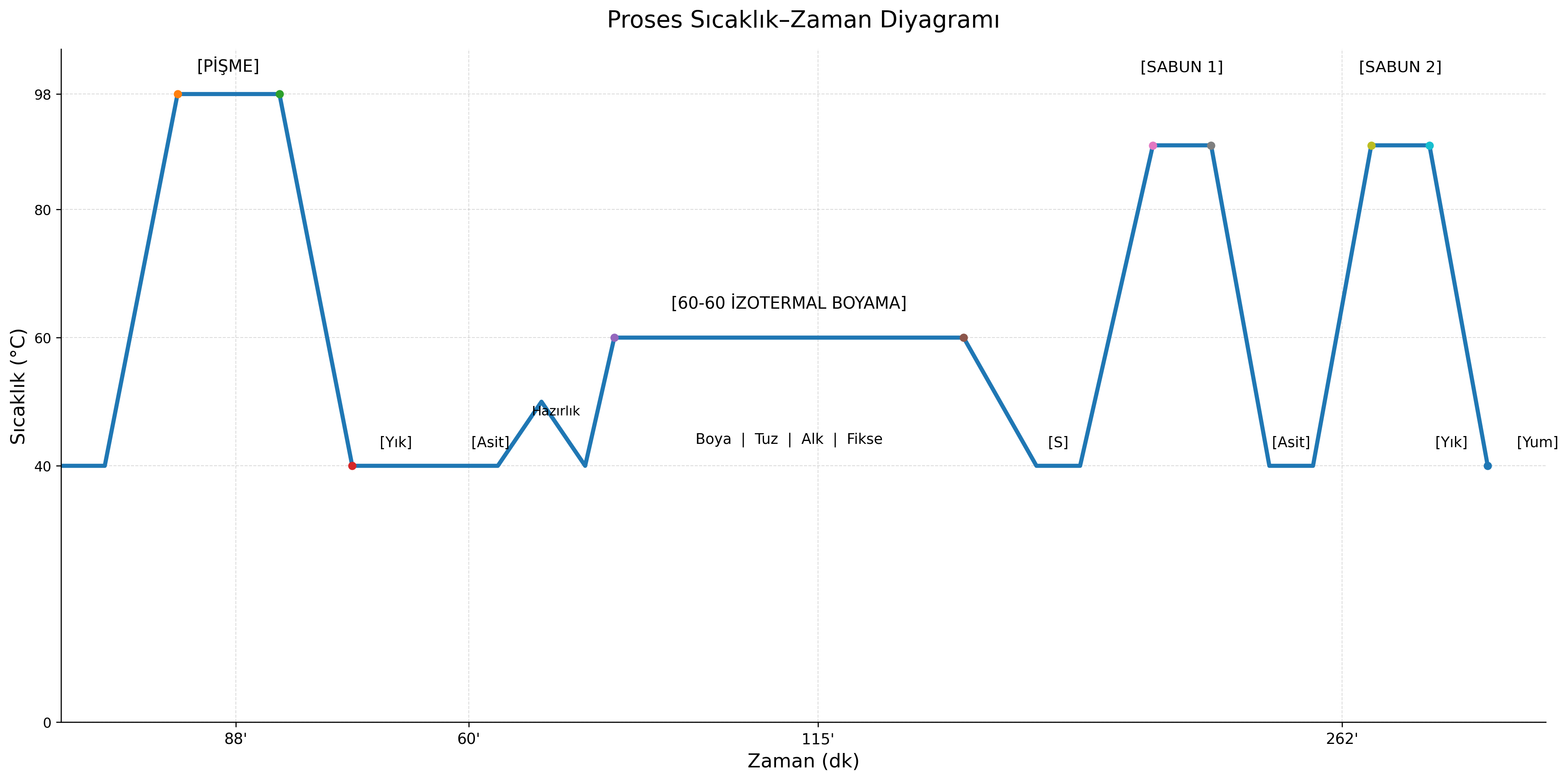
A) Süre Hesaplaması:
- Ön Terbiye (Pişme): Su Alma(5') + Kimyasal İlavesi(10') + Isıtma 98°C(29') + Pişme(30') + Soğutma 80°C(9') + Boşaltma(5') = 88 Dk.
- Ara Yıkama ve Nötralize: 70°C Sıcak Yıkama(35') + Asitli Soğuk Yıkama(25') = 60 Dk.
- 60-60 İzotermal Boyama: Su Alma(5') + Isıtma 60°C(10') + Boya/Tuz Dozajı(20') + Alkali Dozajı(15') + Fiksaj(60') + Boşaltma(5') = 115 Dk.
Koyu Renk Yıkama Rejimi (Ağır Rejim):
- Soğuk Durulama (40°C): Su(5') + Yıka(10') + Boşalt(5') = 20 Dk.
- Asitli Yıkama (50°C): Su(5') + Isıt(5') + Yıka(10') + Boşalt(5') = 25 Dk.
- Sıcak Yıkama (70°C): Su(5') + Isıt(15') + Yıka(10') + Boşalt(5') = 35 Dk.
- Sabunlama (95°C): Su(5') + Isıt(28') + Sabunla(15') + Soğut(8') + Boşalt(5') = 61 Dk.
- Sabunlama (95°C): Su(5') + Isıt(28') + Sabunla(15') + Soğut(8') + Boşalt(5') = 61 Dk.
- Sıcak Yıkama (70°C): Su(5') + Isıt(15') + Yıka(10') + Boşalt(5') = 35 Dk.
- Yumuşatıcı (40°C): Su(5') + İşlem(15') + Boşalt(5') = 25 Dk. (Yıkama Toplam: 262 Dk.)
- TOPLAM PROSES SÜRESİ: 525 Dakika (~8 Saat 45 Dk)
B) Birleştirilmiş Proses Grafiği (Koyu Renkler):
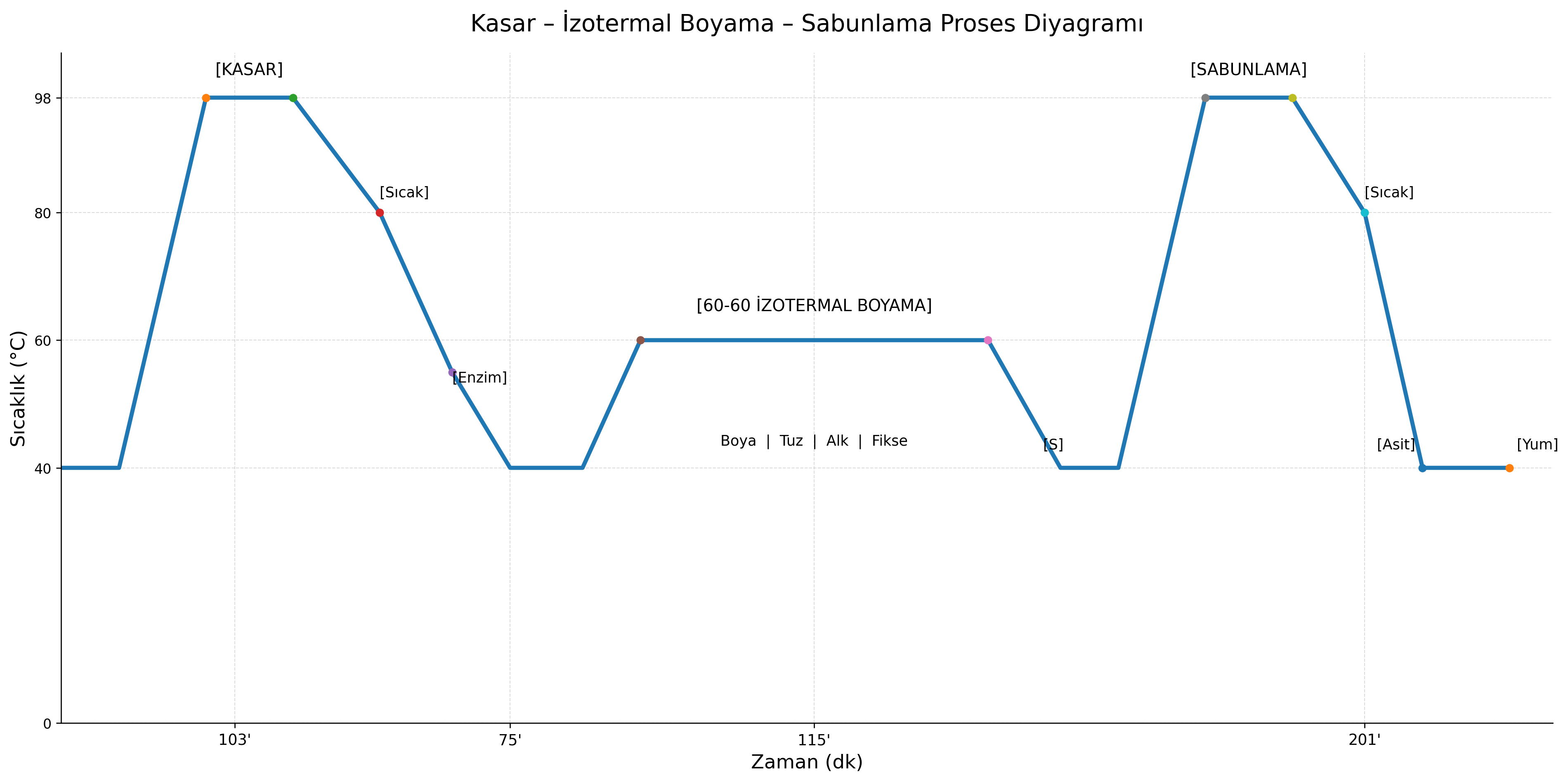
2. ORTA RENKLER (Saks, Kırmızı, Haki, Turuncu vb.)
Orta renklerde kumaş zeminini eşitlemek için peroksit kasarı şarttır. Kalan peroksit boyayı bozmasın diye Enzim (Katalaz) ile yok edilir. Koyu renkler kadar boya kusması yapmayacağı için 95°C'de Tek Sabunlama yeterlidir.
A) Süre Hesaplaması:
- Ön Terbiye (Kasar): Su(5') + Kimyasal(10') + Isıt 98°C(29') + Kasar(45') + Soğut 80°C(9') + Boşalt(5') = 103 Dk.
- Ara Yıkama & Enzim: 80°C Sıcak Yıkama(40') + 50°C Enzim İşlemi(35') = 75 Dk.
- 60-60 İzotermal Boyama: Standart Blok = 115 Dk.
Orta Renk Yıkama Rejimi (Normal Rejim):
- Soğuk Durulama (40°C): = 20 Dk.
- Asitli Yıkama (50°C): = 25 Dk.
- Sıcak Yıkama (70°C): = 35 Dk.
- Tek Sabunlama (95°C): Su(5') + Isıt(28') + Sabunla(15') + Soğut(8') + Boş(5') = 61 Dk.
- Sıcak Yıkama (70°C): = 35 Dk.
- Yumuşatıcı (40°C): = 25 Dk. (Yıkama Toplam: 201 Dk.)
- TOPLAM PROSES SÜRESİ: 494 Dakika (~8 Saat 15 Dk)
B) Birleştirilmiş Proses Grafiği (Orta Renkler):
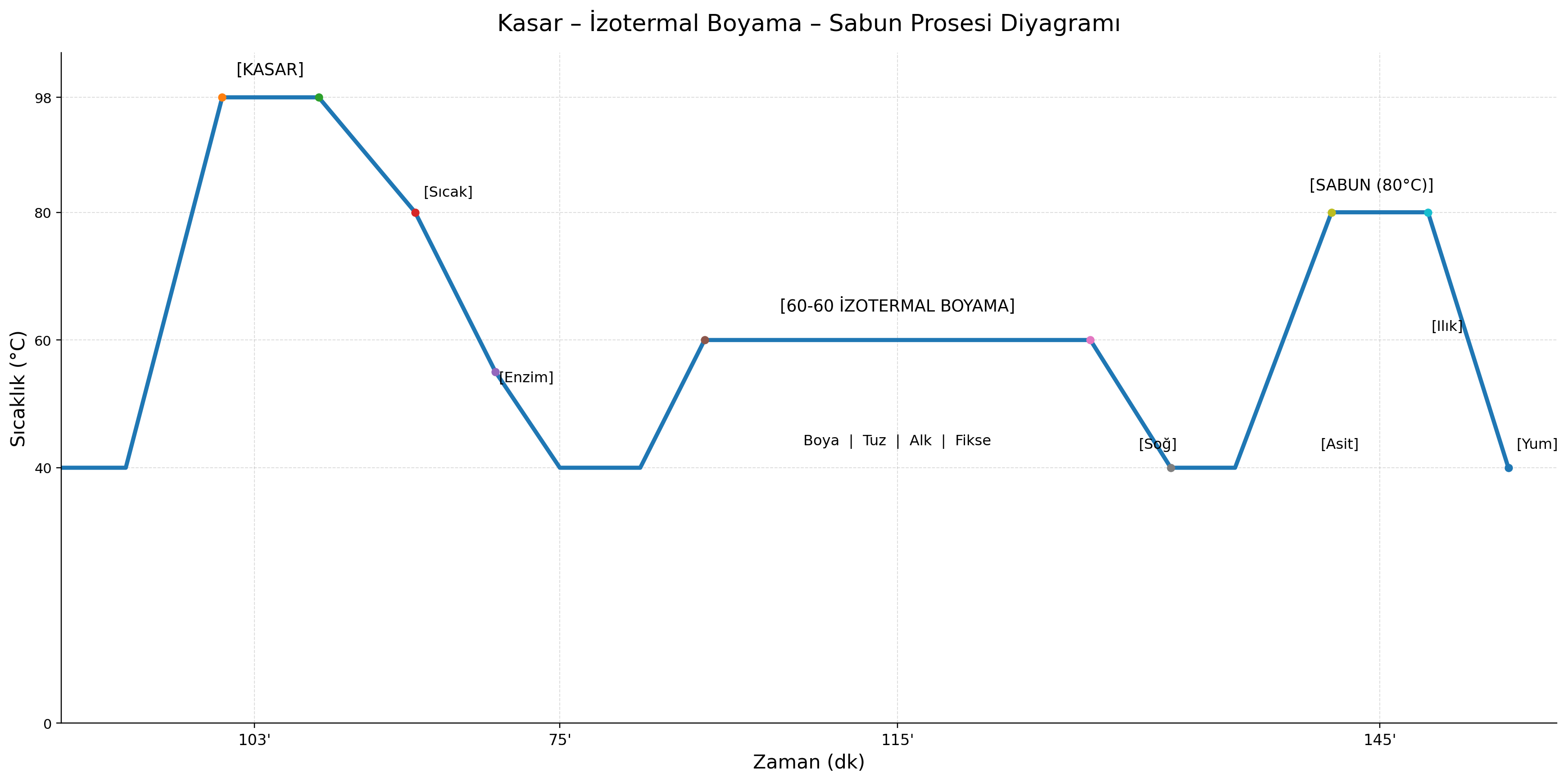
3. AÇIK RENKLER (Bej, Pudra, Gök Mavisi, Açık Gri vb.)
Açık renklerde kasarın kusursuz (tam hidrofil) olması hayati önem taşır. Kumaşa giren boya miktarı çok az olduğu için fiksaj sonrası hidroliz boya temizliği kolaydır. Bu yüzden enerji ve zaman tasarrufu sağlamak için 80°C'de Düşük Isılı Sabunlama uygulanır.
A) Süre Hesaplaması:
- Ön Terbiye (Kasar): Standart Blok = 103 Dk.
- Ara Yıkama & Enzim: Standart Blok = 75 Dk.
- 60-60 İzotermal Boyama: Standart Blok = 115 Dk. (Açıklarda fiksaj 45 dk'ya düşürülebilir ancak konsept 60-60 olduğu için sabit tutulmuştur).
Açık Renk Yıkama Rejimi (Hafif Rejim):
- Soğuk Durulama (40°C): = 20 Dk.
- Asitli Yıkama (50°C): = 25 Dk.
- Düşük Isı Sabunlama (80°C): Su(5') + Isıt(20') + Sabunla(15') + Boşalt(5') = 45 Dk. (Kaynamaya gerek yoktur).
- Ilık Yıkama (60°C): Su(5') + Isıt(10') + Yıka(10') + Boşalt(5') = 30 Dk.
- Yumuşatıcı (40°C): = 25 Dk. (Yıkama Toplam: 145 Dk.)
- TOPLAM PROSES SÜRESİ: 438 Dakika (~7 Saat 18 Dk)
B) Birleştirilmiş Proses Grafiği (Açık Renkler):
💡 İşletmecilik Özeti ve "Islatıcı" Bağlantısı
Tablolara dikkatle bakarsanız, 60-60 Boyama evresinin her renkte standart 2 saate yakın sürdüğünü, asıl zaman ve maliyetin Yıkama Rejimlerinde (Koyularda 4.5 saat, açıklarda 2.5 saat) gizli olduğunu görürsünüz.
İlk sorunuzdaki "İyi Islatıcı" kavramı işte burada kendini gösterir:
- Eğer pişme/kasar aşamasında iyi bir ıslatıcı kullanmazsanız, yağlar ve pamuk mumları kumaş üzerinde kalır.
- Boyama (60-60) esnasında boya bu kirli/yağlı bölgelere homojen giremez, yüzeye tutunur.
- Koyu renklerde 8 saat 45 dakikada çıkmasını planladığınız kumaş lekelenir, yıkama haslığı düşük çıkar ve hesapladığımız 262 dakikalık yıkama süreci +3 saat ek tamir yıkamalarına maruz kalarak tüm üretim planını ve kapasiteyi alt üst eder.
- Islatıcınız köpük yaparsa, her "5 dakikalık su boşaltma" eylemi makinelerin pompa kilitlenmesi yüzünden 10 dakikaya uzar. 1 partide yapılan ortalama 12 su boşaltmasında sadece köpük yüzünden +1 saat kaybedersiniz. Bu çok kritik ve tam anlamıyla profesyonel bir işletmecilik (fizibilite) analizidir. Bir tekstil boyahanesinde rekabet gücünü ve kârlılığı belirleyen en büyük faktör kullanılan boyanın fiyatı değil; Banyo Sayısı (Su Tüketimi) ve Enerji (Buhar) Maliyetidir.
Hesaplamalarımızı gerçek endüstri standartlarına oturtmak için şu sabit parametreleri baz alıyoruz:
- Parti Büyüklüğü: 1.000 kg (1 Ton) Kumaş.
- Flotte Oranı: 1:8 (Her 1 banyoda 1 ton kumaş için 8 Ton Su alınır).
- Su + Atıksu Arıtma Maliyeti: Ortalama 1.5 USD / Ton (m³).
(Not: İşçilik, boya ve kimyasal maliyetleri her iki tesiste de benzer olacağı için dışarıda bırakılmış; tamamen altyapı farkını görmek adına asıl yük olan Su ve Buhar maliyetleri hesaplanmıştır).
BÖLÜM 1: Banyo Sayıları (Ön Terbiye + Boyama + Yıkama)
1 Banyo: Makinenin su alması, hedef sıcaklıkta işlemi yapması ve boşaltması döngüsüdür.
1. KOYU RENKLER (Siyah, Lacivert vb.) - Toplam 11 Banyo
- Ön Terbiye (3): 1. Pişme (98°C) | 2. Sıcak Yıkama (70°C) | 3. Soğuk Yıkama ve Asitleme (40°C)
- Boyama (1): 4. 60-60 İzotermal Boyama (60°C)
- Yıkama (7): 5. Soğuk Durulama (40°C) | 6. Asitli Yıkama (50°C) | 7. Sıcak Yıkama (70°C) | 8. 1. Sabunlama (95°C) | 9. 2. Sabunlama (95°C) | 10. Sıcak Yıkama (70°C) | 11. Yumuşatıcı (40°C)
- 💧 Toplam Su Tüketimi: 11 Banyo x 8 Ton = 88 Ton Su (1 Ton Kumaş İçin)
2. ORTA RENKLER (Saks, Kırmızı vb.) - Toplam 10 Banyo
- Ön Terbiye (3): 1. Kasar (98°C) | 2. Sıcak Yıkama (80°C) | 3. Enzim (50°C)
- Boyama (1): 4. 60-60 İzotermal Boyama (60°C)
- Yıkama (6): 5. Soğuk Durulama (40°C) | 6. Asitli Yıkama (50°C) | 7. Sıcak Yıkama (70°C) | 8. Tek Sabunlama (95°C) | 9. Sıcak Yıkama (70°C) | 10. Yumuşatıcı (40°C)
- 💧 Toplam Su Tüketimi: 10 Banyo x 8 Ton = 80 Ton Su (1 Ton Kumaş İçin)
3. AÇIK RENKLER (Bej, Gök Mavisi vb.) - Toplam 9 Banyo
- Ön Terbiye (3): 1. Kasar (98°C) | 2. Sıcak Yıkama (80°C) | 3. Enzim (50°C)
- Boyama (1): 4. 60-60 İzotermal Boyama (60°C)
- Yıkama (5): 5. Soğuk Durulama (40°C) | 6. Asitli Yıkama (50°C) | 7. Düşük Isı Sabunlama (80°C) | 8. Ilık Yıkama (60°C) | 9. Yumuşatıcı (40°C)
- 💧 Toplam Su Tüketimi: 9 Banyo x 8 Ton = 72 Ton Su (1 Ton Kumaş İçin)
BÖLÜM 2: Tesis Altyapısına Göre Maliyet Parametreleri
Termodinamik kuralı: 8 ton (1 banyo) suyu 1°C ısıtmak için ortalama 13.3 kg buhar harcanır.
🟢 MALİYET 1: Yüksek Verimli Tesis (İGK VAR + Akışkan Yataklı Kömür Kazanı)
- İGK (Isı Geri Kazanım): Atılan sıcak sular eşanjörden geçirilerek şebekeden giren soğuk su bedavaya ısıtılır. Makineye su 15°C'de değil, 45°C'de girer. (45°C'nin altındaki durulama banyolarında buhar vanası hiç açılmaz).
- Buhar Fiyatı: Kömür kazanı verimi yüksektir. 1 Ton buhar maliyeti ortalama 15 USD'dir.
🔴 MALİYET 2: Standart/Zayıf Tesis (İGK YOK + Doğalgaz Kazanı)
- İGK Yok: Su makineye şebeke/kuyu ortalaması olan 15°C'de girer. Her banyo bu buz gibi sudan hedef sıcaklığa kadar pahalı buharla ısıtılır.
- Buhar Fiyatı: Doğalgaz pahalı bir yakıttır. 1 Ton buhar maliyeti ortalama 40 USD'dir.
BÖLÜM 3: Maliyet Karşılaştırma Tablosu (1 Ton Kumaş Başına)
Aşağıdaki tabloda her iki senaryo için toplam ısıtma farkı (ΔT) üzerinden harcanan buhar ve su maliyetleri hesaplanmıştır:
| Üretim Grubu | Maliyet 2 (Normal Doğalgazlı + İGK Yok) | Maliyet 1 (Kömür + İGK Var) | FARK (Tasarruf) |
|---|---|---|---|
| KOYU RENKLER (11 Banyo) |
Isıtma Yükü (ΔT): 563°C Buhar Tüketimi: ~7.5 Ton Buhar Parası: 300.0 $ Su Parası: 132.0 $ TOPLAM: 432.0 $ |
Isıtma Yükü (ΔT): 248°C (45'ten başlar) Buhar Tüketimi: ~3.3 Ton Buhar Parası: 49.5 $ Su Parası: 132.0 $ TOPLAM: 181.5 $ |
Parti Başına 🟢 250.5 $ KAZANÇ (% 58 Tasarruf) |
| ORTA RENKLER (10 Banyo) |
Isıtma Yükü (ΔT): 503°C Buhar Tüketimi: ~6.7 Ton Buhar Parası: 268.0 $ Su Parası: 120.0 $ TOPLAM: 388.0 $ |
Isıtma Yükü (ΔT): 213°C (45'ten başlar) Buhar Tüketimi: ~2.8 Ton Buhar Parası: 42.0 $ Su Parası: 120.0 $ TOPLAM: 162.0 $ |
Parti Başına 🟢 226.0 $ KAZANÇ (% 58 Tasarruf) |
| AÇIK RENKLER (9 Banyo) |
Isıtma Yükü (ΔT): 423°C Buhar Tüketimi: ~5.6 Ton Buhar Parası: 224.0 $ Su Parası: 108.0 $ TOPLAM: 332.0 $ |
Isıtma Yükü (ΔT): 163°C (45'ten başlar) Buhar Tüketimi: ~2.2 Ton Buhar Parası: 33.0 $ Su Parası: 108.0 $ TOPLAM: 141.0 $ |
Parti Başına 🟢 191.0 $ KAZANÇ (% 57 Tasarruf) |
💡 Yönetici Özeti ve "İyi Islatıcı" Faktörü
Bu tabloya bir genel müdür gözüyle baktığımızda; aynı makinede, aynı boya ile aynı 1 ton koyu renk kumaşı boyarken, altyapı eksikliği yüzünden maliyetinizin 181 Dolar'dan 432 Dolar'a çıktığını görürsünüz.
Eğer günde 20 Ton karışık üretim yapan bir boyahaneniz varsa;
Maliyet 2 (Doğalgaz + İGK Yok) tesisinin aylık su+buhar faturası yaklaşık 230.000 USD tutar.
Maliyet 1 (Kömür + İGK Var) tesisinin faturası ise sadece 100.000 USD tutar.
Aradaki aylık 130.000 USD'lik fark, Türkiye veya dünyadaki fason boyama piyasasında fiyat tutturabilmenin ve ayakta kalabilmenin sırrıdır. Peki bu devasa tablonun ilk sorduğunuz "İyi bir ıslatıcıda olması gereken özellikler" ile bağlantısı nedir?
Eğer Maliyet 2 (Doğalgazlı) şartlarındaki bir tesiste çalışıyorsanız ve "10 cent daha ucuz" diye zayıf emülgatörlü, kalitesiz bir ıslatıcı (yağ sökücü) kullanırsanız, kumaştaki pamuk mumunu ve yağı kusursuz sökemezsiniz. Bu durum koyu renk kumaşın boyada "abraj (leke/dalga)" yapmasına veya haslığının çok kötü çıkmasına neden olur.
Bunu düzeltmek için mecburen "Tamir Yıkaması" adı altında 95°C'de ekstra 2 kaynar banyo daha yapmak zorunda kalırsınız.
İşte o ıslatıcıdan kazandığınızı sandığınız 3-5 dolar, size doğalgaz faturası ve su olarak anında ekstra 90 USD zarar yazar.
Ayrıca uzayan 1.5 saatlik proses yüzünden makine sıradaki partiyi alamaz, günlük tonajınız düşer. Özetle: Enerji maliyeti yüksek olan veya geri kazanımı olmayan (Maliyet 2) işletmeler, kâr edebilmek için banyo sayılarını kısmak ve "İlk Seferde Doğru Boyama (Right First Time)" oranını %98'lerde tutmak zorundadır. Bunu başarmanın tek yolu da hataya asla tolerans göstermeyen, yıkanabilirliği yüksek, en üst kalite (iyi) ıslatıcı ve sabunları kullanmaktan geçer. Enerji tasarrufu kimyasaldan başlar.
Okumaya devam edin
İlgili Yazılar

Teknik Yayın
Örgü Kumaşlarda Yağ Sökücü Seçimi, Yağ Lekesi Sınıflandırması ve Ön Yağ Söküm Kararı
İyi bir yağ sökücünün teknik kriterleri, örgü yağlarının sınıfları, 60 farklı yağ lekesi tipi, ön yağ söküm karar modeli ve sahaya uygun proses pencereleri.
Teknik Yayın
Pamuk/Polyester Kumaşlarda Multifibre Poliamid/Naylon Bandının Kirlenmesi
Pamuk/Polyester kumaşlarda multifibre poliamid/naylon bandı neden kirlenir? Dispers boyarmadde transferi, hidrolize reaktif kalıntısı, indirgeme temizliği ve termomigrasyon saha odaklı olarak ayrılmıştır.

Teknik Yayın
Asetik Asit ile Sabun Neden Aynı Banyoda Kullanılmamalıdır?
Tekstil yaş işlem ve boyama süreçlerinde asetik asit ile yağ asidi esaslı sabunların aynı banyoda kullanılması; çökelme, yağ lekesi, haslık kaybı ve nozul tıkanması gibi sorunlara yol açabilir.
Bahri Budak
Örgü / Knitting, Boya / Dyeing ve Apre / Finishing süreçlerinde 35 yılı aşkın saha deneyimine dayalı teknik yayın, eğitim ve proses danışmanlığı.
LinkedIn →